

В машиностроении и производстве металлических изделий, особенно в сфере изготовления пресс-форм, время, затрачиваемое на смену инструмента, напрямую влияет на производительность и загрузку оборудования. Проблема высокой длительности сменных циклов снижает эффективность производства и увеличивает простои станков. Эта статья посвящена глубокой технической оценке боковых магазинов инструмента в сравнении с традиционными верхними или дисковыми системами, а также их влиянию на скорость и стабильность производственного процесса.
Время смены инструмента может составлять до 15–25% от общего цикла обработки. Это значительно сказывается на суммарной эффективности линии, особенно при автоматизированных циклах и пакете мелкосерийных заказов. Уменьшение этого времени снижает долю простоев и повышает коэффициент использования станка (uptime). В условиях жесткой конкуренции скорость производства становится конкурентным преимуществом.

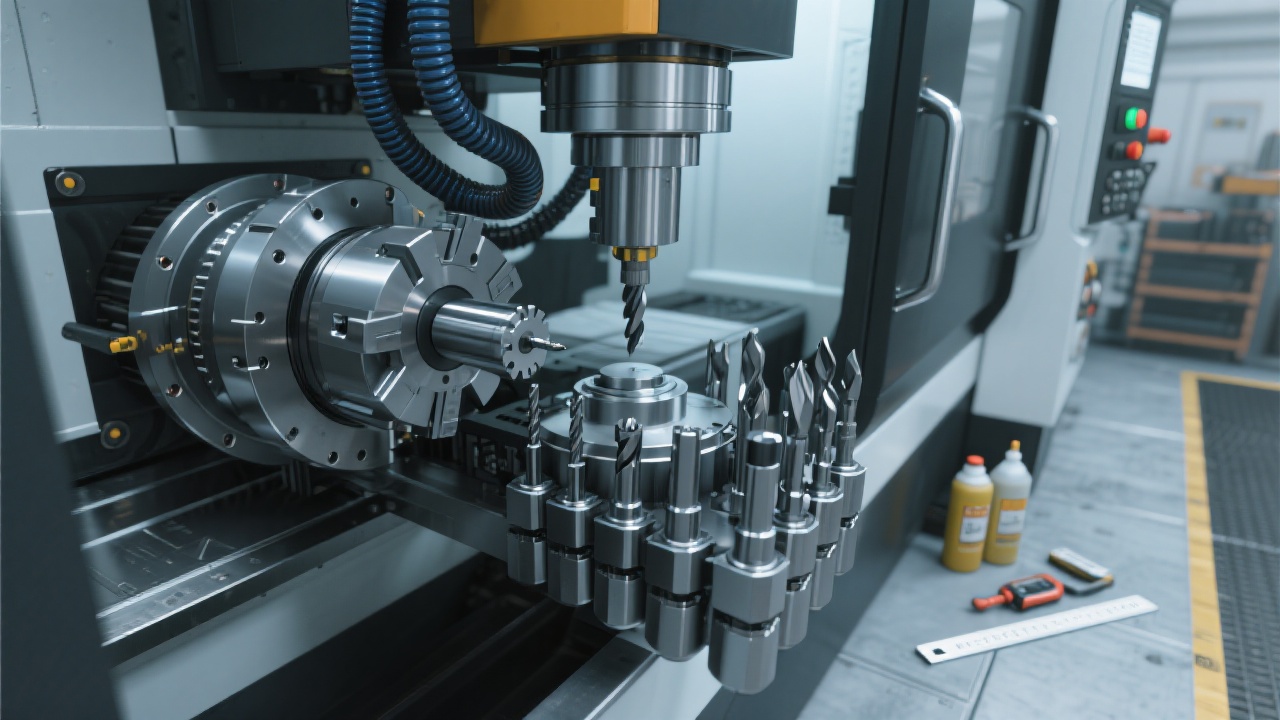
Боковой магазин располагается сбоку от шпинделя, обеспечивая компактность конструкции и сокращая путь перемещения сменного инструмента. Это позволяет сократить время загрузки с 4–6 секунд до 2–3 секунд, что подтверждается промышленными испытаниями. Благодаря более стабильному и прецизионному механизму зажима и вращения, достигается плавность передачи и меньший износ оборудования.
В отличие от верхних и дисковых магазинов, где инструмент совершает сложные перемещения по вертикали или дуге с большей инерцией, боковой магазин минимизирует «холостой ход» и риск столкновений, что дополнительно снижает аварийные простои.
«Внедрение боковых магазинов инструмента на наших линиях позволило снизить суммарное время смены на 35%, что увеличило объем выпуска на 12% без увеличения сменных затрат» – эксперт компании по металлообработке, Иван Петров.
Крупные предприятия по производству штампов и пресс-форм, внедрив боковые магазины, отметили существенное сокращение времени простоя. В одном из случаев, предприятие сократило количество остановок станка за смену с 8 до 3 благодаря более надежному управлению сменами и меньшему времени на диагностические проверки.
Еще одним преимуществом боковых магазинов является более гибкая конфигурация инструментов, позволяющая адаптировать количество и типы инструментов под текущие производственные задачи. Рекомендуется учитывать следующие практики:
Частые причины снижения эффективности боковых магазинов — износ направляющих, засорение контактов и неправильная калибровка системы. Регулярные технические осмотры и соблюдение рекомендаций производителя, включая очистку узлов и смазку, предотвращают сбои. Важным этапом является обучение персонала оперативному выявлению ошибок и быстрому реагированию.
























